
Аппарат для сварки полипропиленовых труб какой выбрать
Строится ли новое индивидуальное жилье или планируется капитальная модернизация инженерных коммуникаций в старом доме или квартире – в любом случае, подавляющее большинство хозяев в наше предпочитает отказаться от использования стальных труб. Им на смену приходят легкие, удобные в монтаже, эстетичные внешне пластиковые. При сборке водопроводных систем или контуров отопления не требуется сложных операций по сварке металла или нарезки резьбовых соединений, поэтому монтажные работы становятся доступными любому среднестатистическому хозяину жилья – а это существенная экономия, так как работа мастера стоит недешево. Да и сам материал – значительно дешевле, чем стальной аналог. Аппарат для сварки полипропиленовых труб какой выбрать Из всего разнообразия полимерных труб одну из передовых позиций по популярности завоевывает полипропилен. Невысокая стоимость труб и комплектующих, широкий ассортимент разнообразных соединительных и запорных элементов – все это позволяет без чрезмерных затрат и достаточно быстро смонтировать системы практически любого уровня сложности. Однако, есть одно «НО» — для этого потребуется специальное оборудование. Пугаться этого не надо – специальный аппарат не столь дорог, а обучиться работе с ним можно очень быстро. Итак, аппарат для сварки полипропиленовых труб какой выбрать, чтобы заиметь надежного помощника, но вместе с тем – и не переплачивать лишнего? Попробуем разобраться в данной публикации. Основные принципы сварки полипропиленаСодержание статьи
Чтобы работа по сварке полипропиленовых труб выполнялась качественно, мастеру необходимо четко представлять, какие происходящие при этом процессы обеспечивают надежное, герметичное соединение деталей. Полипропилен –термопластичный полимер. При нагреве до определенной температуры начинается его размягчение и плавление, переход в жидкую фазу, но при остывании материал вновь приобретает твердость, не теряя при этом своих физико-химических качеств и механической прочности. Значит, если две детали, изготовленные из полипропилена, нагреть в месте соединения до уровня размягчения, но не допуская при этом деформации самого элемента, а затем с определенным усилием совместить, то произойдет взаимопроникновение расплавленных слоев. Ну а после обратной полимеризации получится сопряжение, отличающееся практически полной монолитностью – если посмотреть на разрез качественно выполненного узла соединения, то границу между двумя деталями, скорее всего, визуально даже не удастся определить. На разрезе качественно выполненного сварного стыка границы вообще не видно – это абсолютно монолитный узел Итак, для сварки полипропиленовых деталей необходимо обеспечить два условия – разогрев до стадии оплавления мест соединения и обеспечение их сжатия для взаимопроникновения пластика и окончательной полимеризации. Это обеспечивается двумя основными технологическими способами. Стыковая сваркаЭта технология используется для соединения труб одинакового типа, равного диаметра. Чрезвычайно важные условия – обеспечение строгой соосности стыкуемых деталей и тщательная подготовка торцов для идеального изначального прилегания поверхностей. 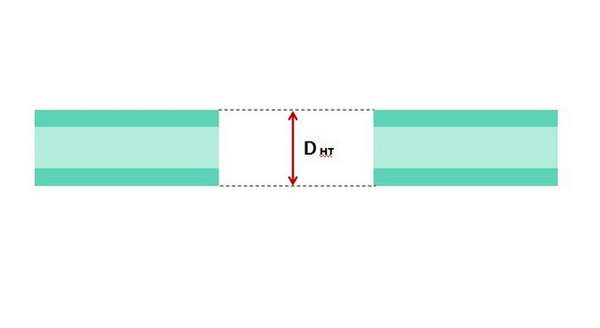 Для стыковой сварки трубы равного диаметра располагают строго соосно и тщательно обрабатывают торцы. Затем производится одновременный нагрев обеих торцов сопрягаемых труб, для достижения расплавления на необходимую глубину по всей площади поперечного сечения. 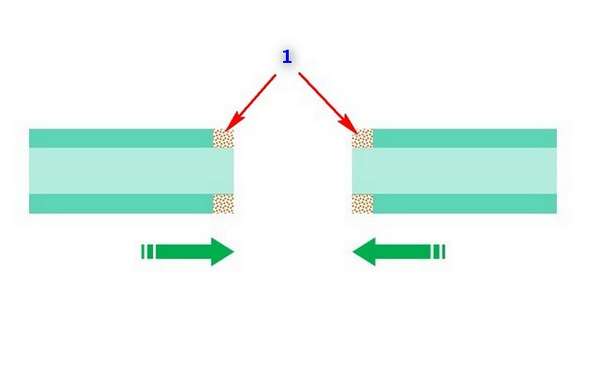 Красными стрелками (поз. 1) показаны области расплавления полипропилена. Далее – следует стадия стыковки и сжатия Далее, следует стадия сжатия сопрягаемых деталей – это обеспечивается приложением механического усилия, со встречными векторами, направленными строго по оси трубы. В результате в местах расплавления полипропилена происходит эффект диффузии – взаимного проникновения полимера (поз. 2). Затем следует необходимая технологическая пауза, для обеспечения полной полимеризации и получения монолитного соединения (поз. 3) 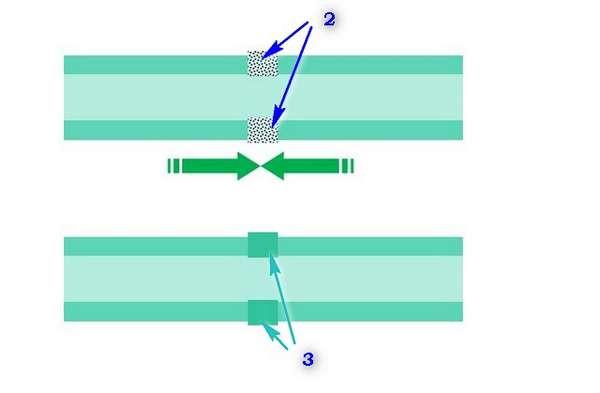 Стадии взаимопроникновения расплавленного полипропилена и окончательной полимеризации стыкового соединения Технология кажется достаточно простой, но на деле это не совсем так. Как отмечалось, к качеству обработки торцов труб, к их строго соосному расположению, к величине прилагаемого усилия предъявляются особые требования. Без специального оборудования добиться этого практически невозможно, а стоимость подобных сварочных установок – очень высока. Поэтому такой тип сварки полипропилена в бытовых условиях, как правило, не применяется – он востребован больше в профессиональной среде при прокладке магистральных коммуникаций. Муфтовая сваркаА вот это – именно та технология, которая доступна для использования в любых условиях. Требования к тщательной центровке сопрягаемых деталей и обеспечению необходимого сжимающего усилия – никуда не деваются, но их выполнение достигается уже совсем другим путем – за счет тщательно продуманных размеров трубы и муфты. 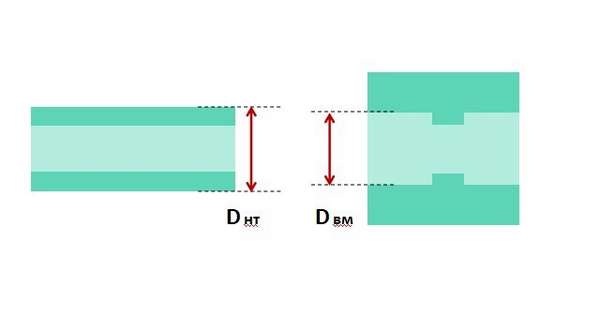 Размеры трубы и муфты перед началом сварочных операций Наружный диаметр трубы (Dнт) всегда несколько больше, чем внутренний диаметр муфты (Dвм), то есть в обычном состоянии соединение попросту невозможно. Для обеспечения соединения производится одновременный нагрев внешней поверхности трубы и внутренней поверхности муфты. При этом длина прогреваемых участков относительно края деталей – приблизительно равна. 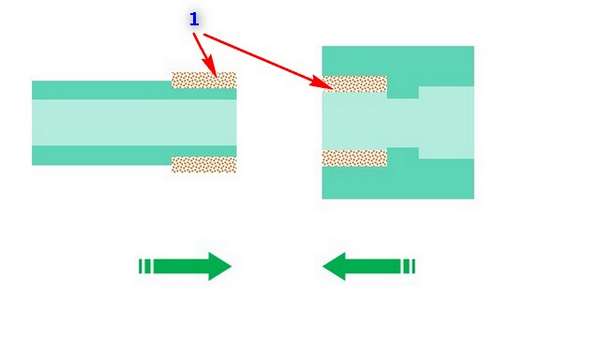 Нагрев поверхностей сопрягаемых деталей для получения зон расплавления полимера (поз. 1) После прогрева достаточно приложить усилие рук, чтобы труба вошла в муфту на глубину провара. Ошибиться с обеспечением соосности соединения в данном случае трудно (хотя определенный контроль все же нужен). Диметры деталей таковы, что само по себе обеспечивается необходимое усилие сжатия в зоне сопряжения – достаточно только удерживать детали в заданном положения до взаимопроникновения и полимеризации материала. 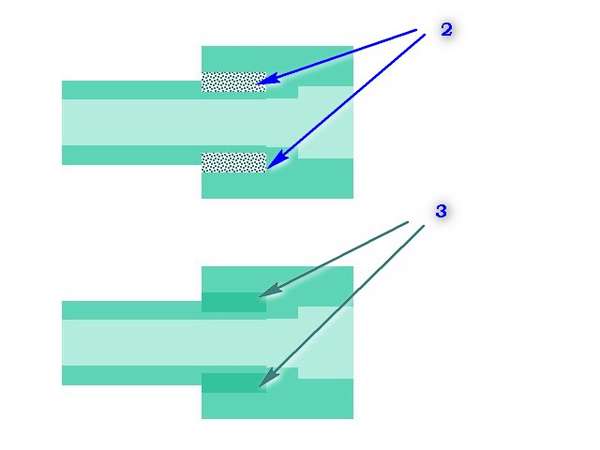 Образование зон взаимопроникновения расплавленного полипропилена (поз. 2) и их полимеризация (поз. 3). Приложения больших физических усилий — не требуется. На примере показана муфта, хотя на практике это может быть фитинг, переходник, кран, тройник и другие фасонные детали – принцип от этого не меняется, так как все они снабжены точно такой же муфтовым соединительным участком. Разновидностью муфтового является раструбное соединение. Разница лишь в том, что участки труб соединяются без муфт – для этого на одном конце предусмотрен раструб. В остальном же принцип остается тем же. Устройство аппаратов для сварки полипропиленовых трубАппараты для стыковой сваркиКак уже говорилось, стыковая сварка полипропилена в условиях частного строительства или ремонта применяется очень редко. Тем не менее, принципиальное устройство аппарата заслуживает хотя бы поверхностного рассмотрения. Обычно такой аппарат больше похож на станок, механизм которого собран на станине с направляющими, по которым перемещаются блоки с хомутами-зажимами для двух труб, обеспечивающими точную соосную фиксацию труб. Чаще всего такие хомутные фиксаторы комплектуются вкладышами-сегментами, рассчитанными на различные диаметры труб.  Один из аппаратов для стыковой сварки полимерных труб В комплект входит электромеханический торцеватель – двухсторонний дисковый нож, одновременно доводящий торцы труб до идеального состояния. Торцевать может быть съемным, в виде отдельного блока, или же откидным, на шарнирном соединении. После стадии зачистки торцевать убирается, и на его место между двумя трубами устанавливается плоский круглый нагревательный элемент, который обеспечивает прогрев и начало плавления материала. Нагреватель тоже может быть полностью съемным или откидным шарнирным. Следующим шагом идет фаза сжатия – нагреватель убирается (откидывается), а подвижные блоки с зажатыми трубами перемещаются навстречу друг другу. Необходимое усилие может обеспечиваться гидравликой или механической передачей – червячной, винтовой, рычажной и т.п.  Различные модели аппаратов для стыковой сварки полипропиленовых и полиэтиленовых труб Такие аппараты – различны по размерам и по типу силового привода, могут быть универсальными или же рассчитанными на определенный диапазон диаметров труб. Общая черта у них – высокая стоимость, что делает их применение в бытовых условиях совершенно нерентабельным. Да в этом и нет никакой необходимости – для монтажа любых напорных и безнапорных трубопроводов в доме или квартире вполне достаточно муфтовой сварки, тем более, что для коротких отрезков именно она является оптимальным решением, а качество соединений получается даже более высоким. Аппараты для муфтовой ручной сваркиА вот это – именно то оборудование, которое пригодится домашнему мастеру при создании или реконструкции домашней водопроводной или отопительной системы. Механического привода, как уже отмечалось, не требуется – достаточно мышечных усилий человека. Поэтому и конструкция самого аппарата чрезвычайно проста.  Наиболее распространенная схема устройства аппарата для сварки полипропиленовых труб У любого аппарата имеется рукоятка (поз. 1), чтобы была возможность проводить сварочные работы на весу, в труднодоступных местах. Из рукоятки, как правило, выходит кабель (поз. 2) для подключения к электросети питания 220 В. На корпусе аппарата (поз. 3) размещены органы контроля и управления. Это индикаторы нагрева (поз. 4) и регулятор-термостат (поз. 5), позволяющий выставить необходимую температуру нагрева (при сварке полипропиленовых труб малого и среднего диаметра обычно выставляется нагрев +260 °С). Красный индикатор говорит о работе нагревательного элемента, зеленый – о достижении требуемой температуры и готовности к работе. Некоторые современные модели сварочных аппаратов могут быть оснащены и цифровой индикацией режима работы. Основная рабочая часть прибора – это, собственно, сам нагреватель (поз. 6). На большинстве моделей он выполнен в виде толстой пластины мечевидной формы, хотя могут быть и иные вариации – об этом будет сказано ниже. Внутри нагревателя размещены электрические спирали, обеспечивающие быстрый резистивный нагрев его поверхности. На поверхности нагревателя имеется несколько сквозных отверстий – каждое из них необходимо для установки перед началом работы пары нагревательных элементов (поз. 7) – муфты и дорна, рассчитанных на один диаметр трубы. Муфта необходима для прогрева внешней поверхности трубы, дорн – для внутренней поверхности соединительного элемента (фитинга, муфты, переходника и т.п.) Эти элементы скрепляются парно с двух сторон нагревателя с помощью винтового соединения с головкой под внутренний шестигранник. На нагревательном элементе, в зависимости от модели аппарата, обычно предусматривается возможность установки сразу нескольких (двух-трех) пар муфт и дорнов, чтобы в процессе работы не отвлекаться на переустановку при переходе на другой диаметр трубы. В комплекте ко всем практически аппаратам идет приспособления для его установки на полу или на верстаке (поз. 8).. Это может быть платформа или подставка той или иной конструкции, но с обязательной возможности быстрого и простого снятия прибора в случае необходимости и обратной его установки.  Диапазон размеров стандартных пар муфта-дорн. Пары муфты-дорны обычно идут в комплекте, но могут приобретаться и самостоятельно, например в случае утери или необходимости замены из-за износа. Как правило, для домашних водопроводных систем и контуров отопления вполне достаточно диапазона от 16 до 50, реже – до 63 мм. Выше была представлена наиболее распространенная конструкция аппарата. Однако, могут быть и определенные разновидности. Существуют аппараты, рассчитанные на большой диаметр свариваемых труб. Они отличаются повышенной мощностью нагревательного элемента и его особой формой, позволяющей устанавливать соответствующие крупные муфты и дорны.  Аппарат для муфтовой сварки полипропиленовых труб большого диаметра Мечевидная форма нагревательной пластины также не является обязательным условием. Выпускаются аппараты с укороченным нагревателем, рассчитанным на две пары насадок, расположенных одна над другой. С таким прибором бывает намного удобнее оперировать в труднодоступных местах. С нагревателем такой формы бывает удобнее монтировать трубы в условиях ограниченного пространства. В последнее время стремительно стали зарабатывать популярность оригинальные модели аппаратов с цилиндрическим стержневидным нагревательным элементом. Для них, правда, используются несколько иные по конфигурации и способу фиксации муфты и дорны – они «обхватывают» цилиндр нагревателя по подобию хомута, располагаясь при этом диаметрально противоположно. Аппараты для сварки полипропиленовых труб со стержневидным нагревателем Установка муфты и дорна в данном варианте никак не привязана к каким-то заданным отверстиями положениям – мастер волен расположить их в любой области стержня, сместив к самому краю или, наоборот, в рукоятке, расположив одновременно несколько пар и т.п. Кроме того, можно задавать определенный разворот относительно горизонтальной плоскости — это бывает иногда полезно при сваривании особо сложных узлов непосредственно по месту установки. Кстати, аппараты такой разновидности могут иметь и боковое расположение нагревательного цилиндра – некоторым мастерам в определенных условиях бывает удобнее работать именно таким инструментом. Сварочный аппарат с перпендикулярным расположением нагревательного элемента Подобные аппараты принято относить к профессиональному классу, но они все чаще стали появляться и в арсенале домашних мастеров. Видео: презентация сварочного аппарата для полипропиленовых труб «Dytron SP-4a»
О приемах ведения сварочных работ в данной публикации рассказываться не будет. Во-первых, об этом уже было упомянуто в начале, при рассмотрении основных принципов сварки полипропилена, а во-вторых — этой теме посвящена специальная статья. Монтаж полипропиленового трубопровода — это доступно каждому! Процесс сварки полипропиленовых труб – прост и понятен, требует только хорошего аппарата и соблюдения установленных технологических приемов и режимов. Подробнее об этом – в специальной статье портала, посвященной именно монтажу полипропиленовых труб своими руками . А в данной публикации лучше сразу перейти к вопросу, как правильно подобрать нужный аппарат, какие критерии оценивать при покупке. Критерии выбора аппарата для ручной муфтовой сварки полипропиленовых трубПрежде всего, нужно правильно определить круг задач, которые будут решаться с помощью приобретаемого прибора. Если аппарат необходим для разовых работ по дому с полипропиленовыми трубами небольшого диаметра или для проведения модернизации имеющихся инженерных сетей в доме или квартире, то нет никакого смысла выбирать дорогостоящее оборудование. С такими проблемами вполне справится качественный недорогой прибор средней мощности. Главное, чтобы хозяину было удобно с ним работать. Ну а в случае планирующегося регулярного пользования, интенсивной нагрузки – есть смысл присмотреть аппарат посерьёзней.
Для дома или квартиры вполне бывает достаточно сварочного аппарата мощностью 0,7 -1,0 кВт. Более высокие показатели мощности потребуются и при монтаже труб большого диаметра – от 75 мм и выше. На практике в условиях дома или квартиры с такими деталями сталкиваться не приходится.
Кстати, при выборе инструмента на качество такой оснастки следует обратить особое внимание. Добросовестные производители сопровождают свое оборудование муфтами и дорнами с тефлоновым напылением (может в паспорте быть обозначено аббревиатурой PTFE). Это антипригарное покрытие предотвращает налипание расплавленного пластика на раскалённые элементы, чем существенно упрощает и убыстряет работу. Качественные насадки с тефлоновым покрытием При частом использовании оборудования антипригарное покрытие постепенно истончается – это сразу будет заметно в ходе работы. Значит, необходимо задуматься о приобретении нового комплекта насадок требуемого диаметра.
Некоторые модели оснащены цифровой индикаций температуры нагрева. Необходимость такой опции при домашнем использовании аппарата – весьма сомнительна, а стоимость вырастает очень существенно. Вполне достаточно двух индикаторов, о которых уже упоминалось выше. Аппарат с электронным управлением и цифровой индикацией. Удобно, но с точки зрения рентабельности приобретения – много сомнений Аппарат может быть оснащен клавишей общего включения – это удобнее, чем запуск просто от включения в розетку. Кроме того, на приборах профессионального класса может быть предусмотрено две ступени мощности нагрева – есть возможность переключения в зависимости от интенсивности выполняемых работ. Сварочный аппарат оснащен двумя ступенями мощности нагрева На качественных аппаратах предусматривается аварийная система отключения от сети при угрозе перегрева.
Обращается внимание на конструкцию и надежность подставки. Слишком легкие треноги или дуги иногда бывают неудобны с той точки зрения, что проскальзывают на ровной поверхности стола или пола – в этом плане надежнее подставка, выполненная по типу платформы. Если основной объем работ предполагается проводить в мастерской, на верстаке, наверное лучшим выбором станет прибор с подставкой, имеющей зажимное устройство для фиксации на краю рабочей поверхности – так будет достигнута максимальная устойчивость аппарата. Такой аппарат при необходимости можно надёжно зафиксировать на верстаке. Комплектация аппарата. Чаще всего имеет смысл приобретать прибор, идущий в комплекте со всем необходимым дополнительным инструментом и принадлежностями. Обычно все упаковывается в компактный металлический кейс, то есть у хозяина инструмента все будет под рукой при проведении монтажных работ. На иллюстрации показан хорошо укомплектованный сварочный аппарат: Имеет смысл приобретать аппарат с расширенной комплектацией — выходит дешевле Помимо самого прибора с ним в комплекте идут подставка, муфты и дорны шести различных диаметров, винты, отвёртка и ключ-шестигранник для установки оснастки, специальные ножницы для резки полипропиленовых труб, рулетка (может быть еще и небольшой пузырьковый уровень для точной разметки и выставления труб по месту монтажа), рабочие рукавицы, чтобы уберечься от случайных ожогов. Все это, конечно, можно приобрести и по отдельности, но чаще всего качественный комплект обойдется даже дешевле, чем покупка необходимых принадлежностей «россыпью». Производители сварочных аппаратов доя полипропиленовых труб, краткий обзор моделей.При выборе любого оборудования одним из определяющих критериев является репутация компании –производителя. И хотя аппараты для ручной сварки полипропиленовых труб нельзя назвать слишком сложными и высокотехнологичными приборами, в этой области тоже есть определенные авторитеты. Так, «законодателями мод» в производстве подобного оборудования считаются «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менее надежны и востребованы аппараты «Elitech», «Sturm», «Калибр», «Энкор», «PATRIOT», «Энергомаш», «DeFort». Главное, чтобы приобретаемое оборудование было действительно оригинальным, а не подделкой, и сопровождалось заводской гарантией изготовителя. В завершение, традиционно, небольшой обзор популярных моделей и среднего уровня цен на них. Наименование модели, иллюстрация Краткое описание модели Средний уровень цен, руб. (апрель 2016 .г) «BRIMA TG-171», В завершение – видеосюжет о еще одном сварочном аппарате для полипропиленовых труб Видео: аппарат для сварки полипропиленовых труб «CANDAN CM 03»
|
Загрузка. Пожалуйста, подождите...








